













1.蝕刻的定義
蝕刻就是用化學方法按一定的深度除去不需要的金屬。蝕刻技術被廣泛用在裝飾、電路板、精密加工和電子零件加工等領域,近幾年我國用蝕刻方法加工的金屬畫、工藝品和縷空藝術品。
2.蝕刻技術的一般過程
(1)蝕刻技術的分類
A.化學蝕刻
B.電解蝕刻
(2)化學蝕刻的一般工藝流程
預蝕刻→蝕刻→水洗→浸酸→水洗→去抗蝕膜→水洗→干燥
(3)電解蝕刻的一般工藝流程
入櫓→開啟電源→蝕刻→水洗→浸酸→水洗→去抗蝕膜→水洗→干燥
3.化學蝕刻的幾種形式對比及應用
(1)靜蝕刻,即將被蝕刻的板或零件浸入蝕刻液,待蝕刻一定深度后取出,水洗,然后進入下道工序。該方法只適用于少量的試驗品或試驗室使用。
(2)動蝕刻
A .鼓泡式(也稱吹氣式),即把容器內的蝕刻液用空氣攪拌鼓泡(吹氣)的方法進行蝕刻。
B .潑濺式,在一個容器內用潑濺的方法把蝕刻液潑在被蝕刻物體表面進行蝕刻的方法。
C .噴淋式,用一定壓力將蝕刻液噴淋在被蝕刻物體的表面進行蝕刻的一種方法。該方法較為普遍,且蝕刻速度和質量較為理想。
4.側蝕及側蝕系數
(1)側蝕的形成過程
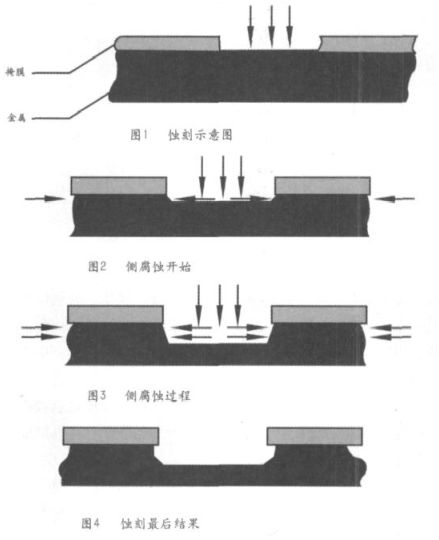
蝕刻開始時,金屬板表面被圖形所保護,其余金屬面均和蝕刻液接觸,此時蝕刻垂直向深度進行,如圖1。當金屬表面被蝕刻到一定深度后,裸露的兩側出現新的金屬面,這時蝕刻液除向垂直方向還向兩側進行蝕刻,如圖2。隨著蝕刻深度的增加,兩側金屬面的蝕刻的面積也在加大。開始的部分被蝕刻的時間長,向兩側蝕刻的深度也大,形成嚴重側蝕,底部蝕刻時間較短,側蝕相對輕微,如圖3。圖4是最后的蝕刻結果。
(2)側蝕對產品質量的影響
側蝕能使凸面的圖形(泛指陽圖)線條或網點變細變小,反之使凹圖的線條或網點變粗變大,使圖形變形或尺寸超差,嚴重時使產品報廢,是蝕刻中的大敵。
(3)減小側蝕的方法
蝕刻過程中產生側蝕是不可避免的,所以如何將側蝕降至小值成為各生產廠家的首要目標,其方法主要有以下幾種:
A.選擇高效率的蝕刻液,能使蝕刻液連續使用、再生,永遠處于好的活躍狀態。
B .制定或控制好適于自身產品的蝕刻液的溫度。
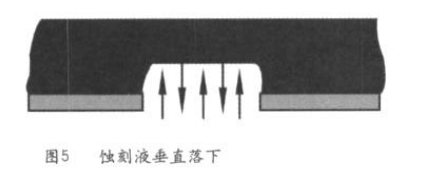
C.選擇理想的蝕刻方法,如噴淋式較好,其它方式較差,靜止蝕刻側蝕大。使用噴淋蝕刻時,上噴和下噴差別較大,應選擇下噴,如圖5 所示。這是因為,如果選擇上噴,即噴頭向下,蝕刻應噴至板面,蝕刻液停留時間較長,在垂直蝕刻的同時向兩側蝕刻。而下噴當蝕刻液噴向板面時即刻落下,溶液交換的速度快,永遠有新溶液噴向板面,減少了側蝕的機會,側蝕較小。
D .嚴格控制蝕刻時間。方法是先做首件,選擇出合適的蝕刻時間,一旦達到理想深度即刻取出用水沖洗(若有局部蝕刻不掉,取出清洗后做局部處理)。以后的產品
按此蝕刻時間。
E .適量加入高分子成膜物質作保護劑,這種物質要能溶解于水,與金屬要有特定的親和力,蝕刻時可以粘附于金屬的側壁上。
5.圖形補償的方法
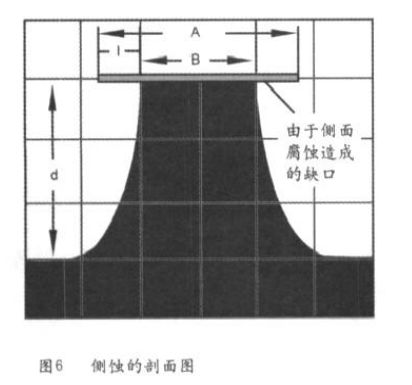
(1)先計算出有關金屬的蝕刻系數(按規定的工藝條件),見圖6 側蝕示意圖。
式中:
A .原掩膜寬度
B .蝕刻后的寬度
I.蝕刻后造成的缺口寬度
d.為蝕刻深度
(2)計算公式:
蝕刻系數=d/I
其中蝕刻系數越大側蝕越小。以靜蝕刻為例,其蝕刻系數為2 ~4 ,也就是說我們平時的蝕刻系數要遠遠超過它才行。
(3)補償方法。
在設計光繪底片前,根據新測得的蝕刻系數將蝕刻深度的數值代入式中,計算出側蝕刻量從而對照底的數值加以修正,以補償因側蝕引起的線條及網點失真。




下一篇:蝕刻前金屬外表預處理有哪些上一篇:蝕刻行業協會——PCMI
相關資訊
- 2019-11-125G手機散熱解決方案蝕刻VC散熱
- 2019-10-18南通卓力達消防演習 南通市通州區消防大隊現場指導
- 2019-10-08卓力達慶祝中華人民共和國成立70周年,祝偉大祖國繁榮昌盛!
- 2019-10-08卷對卷蝕刻加工 0513-81601666
- 2019-09-24金屬蝕刻網在我們生活中的應用
- 2019-09-17工藝設計的可操作性要求
- 2019-09-09金屬蝕刻原理
- 2019-09-09解讀不銹鋼蝕刻、銅蝕刻、鋁蝕刻的區別
- 2019-09-03金屬蝕刻液再生
- 2019-08-31蝕刻工藝流程

